

激光焊接机工作原理及特性:
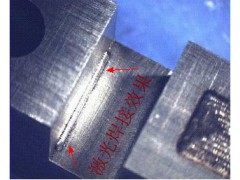
激光焊接是利用高能脉冲激光对物体进行焊接,通过激光电源对灯管脉冲放电,形成一定波段和脉宽的光波经聚光腔辐射到ND3+:YAG晶体,晶体经谐振后发出1064um的脉冲激光在经过扩束、反射、聚焦后进行焊接。激光焊接的高能量、高密度可使焊接平整、焊缝宽度小、热影响区域小,能完成传统焊接工艺无法实现的精密焊机,奥信激光焊接引进德国激光焊接工艺制作的激光器具有焊接效率高、效果好、操作简单方便,主要采用电脑编程,完成自动或半自动的点焊、对接焊、叠焊、密封焊,完成复杂的平面直线、圆弧及任意轨迹的焊接。可根据客户要求订制。
观察系统:
东莞激光焊接机功能特性:
配带十字光标的专用显微镜观察系统放大倍数 20X 。十字光标中心与激光光斑中心对齐 ( 用户可调整 ) 。带有高速电子滤光保护装置,保护作业者眼睛不被激光伤害,缓解操作者眼睛疲劳,提高工作效率。
气体保护系统:
带有内部微机控制的同步氩气保护系统,可使焊缝不被氧化焊接更加牢固,美观。采用与激光发射的同步控制,可以Z大限度地节约氩气。
东莞激光焊接机功能特性:
1.采用英国进口陶瓷聚光腔,耐腐蚀,耐高温,光电转化效率高,聚光腔体寿命(8-10年),氙灯寿命800万次以上;
2.采用世界上Z先进的自动遮光系统,消除了在工作时光对眼睛的刺激;
3.参数调节双面板设计,封闭腔内增加调节摇杆,操作更加便捷;
4.5.专业的工作内腔设计,易于清理及易于回收贵重金属;
6.激光能量、脉宽、频率可调,适用于各种金属材料的焊接;
7.10X显微镜放大,十字光标指示,并采用高速液晶光阀自动遮光。与激光同步
8.输出的保护气体,保证焊点美观,焊点不会氧化变色。
9.具备24小时连续工作能力,整机工作性能稳定,10000小时之内维护;人性化设计,符合人体工学,长时间工作不疲劳。技术参数:
|
参数类型 |
AXL-AW300 |
|
Z大激光功率 |
300W |
|
激光波长 |
1064um |
|
单脉冲Z大能量 |
90J |
|
激光焊接深度 |
0.1-0.8mm |
|
脉冲宽度 |
0.3-20ms |
|
连击时激光焊接频率 |
1-100HZ |
|
光斑可调节范围 |
0.2-2.0mm |
|
重复精度 |
正负0.01mm |
|
整机耗电功率 |
8KW |
|
电力需求 |
380V/50HZ/40A |
|
控制系统 |
PLCor pc |
|
瞄准定位 |
CCD监视系统,红光定位全程实时跟踪系统。 |
|
工作台行程 |
300*300*200<或可定制> |













