加工高合金铸铁轧辊的高硬度耐磨车刀刀具
一, 车轧辊常用机夹车刀型号选择:
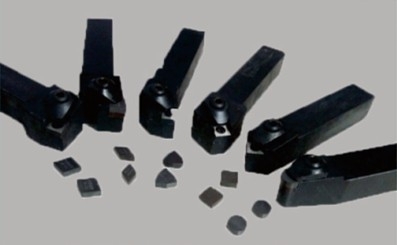
大型轧辊常采用重型轧辊车床加工,重型轧辊常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*25机夹刀柄和32*32机夹刀柄。机夹刀柄的主偏角根据轧辊“长径比”选择,细长轧辊常用90度或75度机夹车刀,“粗壮”轧辊常用45度或圆弧车刀加工。
二, 车轧辊根据切削余量和加工状况选择CBN刀具尺寸型号:
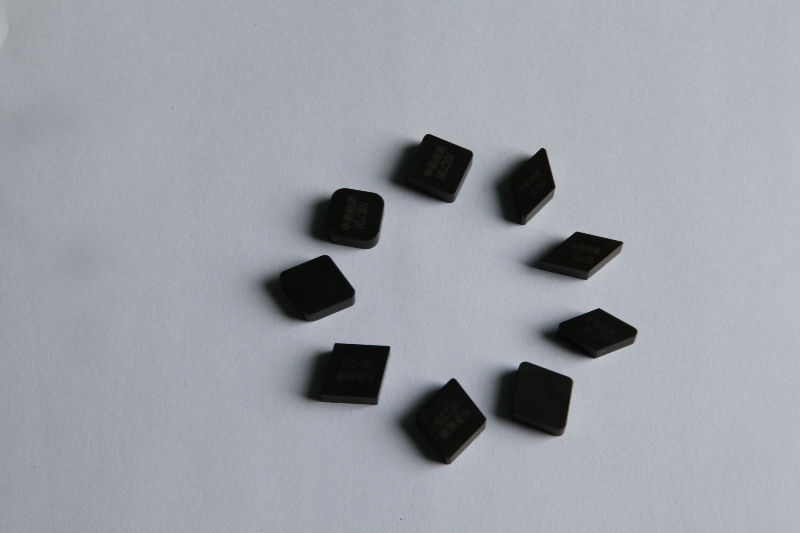
选用BN-K1牌号立方氮化硼刀具加工铸铁轧辊时,一般使用RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716尺寸型号。
选择BN-S20牌号立方氮化硼刀具加工锻钢冷轧辊常用刀具型号为SNMN120712,SNMN120412,SNMN120408,RNMN120400。
目前,加工此类轧辊常用立方氮化硼刀具牌号为BN-K1牌号。此牌号保持了CBN刀具硬度及耐磨性能优异之外,抗冲击韧性较好,不宜崩损,可对轧辊拉荒粗车,是目前Z抗冲击的高硬度立方氮化硼刀具牌号。此牌号能承受较大的切削深度,金属切除率高。其常用切削参数如下:
以BN-K1牌号HLCBN加工HSD82硬度的高镍铬铸铁轧辊为例:单边切削深度可以达到12mm;走刀量1.5mm/r。