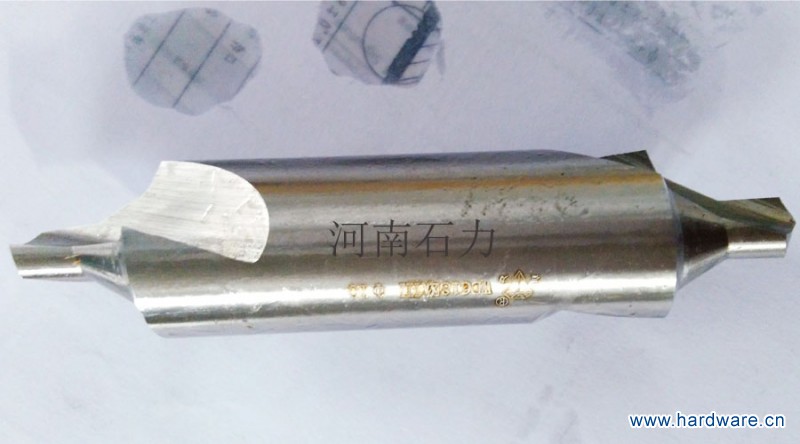
产品名称:中心钻
产品规格:φ10 1WD618欧111
产品编号:0304017879
产品来源:http://www.shiligunlun.com/qfcy/
相关产品信息:http://www.shilijiaodao.com/product/
更多的产品信息:http://www.shilichedao.com/product/
全面的文章信息:http://www.trdiamond.com/jgya/
文章摘自:http://www.shili-diamond.com/
阿里巴巴店铺:http://trdiamond.1688.com/
淘宝店铺:http://shop110641455.taobao.com
适用于:钻削加工铸铁,碳钢/合金钢,铝/铝合金/铜合金/铜
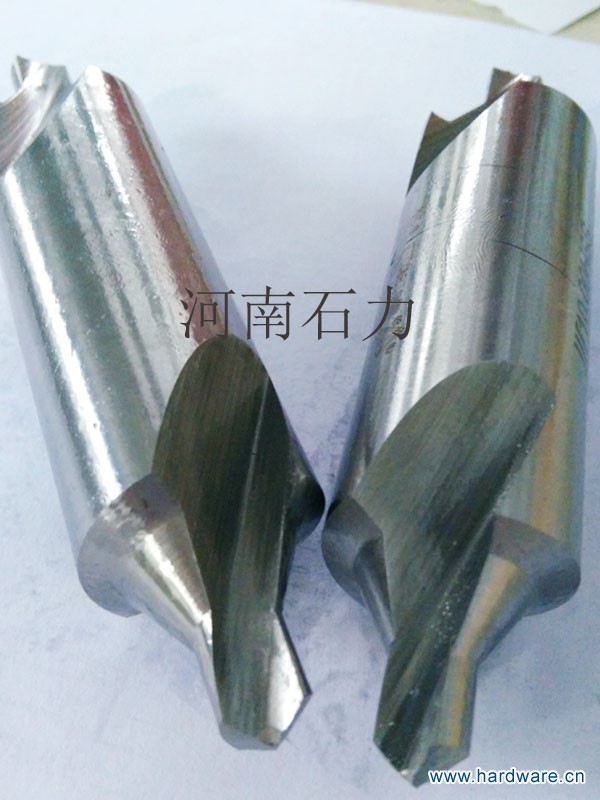
优点:采用双头设计,角度有60度和90度,定点和倒角可同时加工,
用途:可用于定点,定孔倒角加工,斜面倒角加工,V型沟槽加工。
产品描述:
φ10 1WD618型号的中心钻,用于内燃机轴承零件端面孔的加工,可用来孔加工的预制精确定位,引导麻花钻进行孔加工,减少误
差。一般情况下,中心钻有两种,A型和B型,A型:不带护锥的中心钻;B型:带护锥的中心钻。加工直径d=2-10mm的中心孔时通常采
用不带护锥的中心钻(A型),工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)在操
作时,中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶
尖锥面配合贴切并可存储少量润滑油。中心孔有60°锥孔,还有中心孔外端的120°。加工中心孔之前应先将轴的端面车平,防止中
心钻折断,标准中心钻的峰角一般为118度。这两种孔分别用相应的中心钻在车床或专用机床上加工。我司除了生产些类产品外,还
可生产金刚石滚轮 ,金刚石铰刀,金刚石车刀,金刚石测量工具,如有需要,请登录我们的官网,咨询一下我们的客服人员,他们
会给你详细解答。
解析常见中心孔的用处:
1、中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差,为钻孔精确定位。
2、中心钻用于轴类等零件端面上的中心孔加工,切削轻快、排屑好。
3、中心钻有两种型式:A型:不带护锥的中心钻;B型:带护锥的中心钻。加工直径d=2-10mm的中心孔时通常采用不带护锥的中心钻
(A型),工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
4、中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖
锥面配合贴切并可存储少量润滑油。中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面
,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端
面车平,防止中心钻折断,标准中心钻的峰角一般为118度。
5、钻孔是指用钻头在实体材料上加工出孔的操作。
中心钻
中心钻定义:
所谓中心钻实际上就是指加工中心孔的一种刀具,用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻主要型式:
A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=1-10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
中心钻的分类:
中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔,分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度。
中心钻使用注意事项:
1、用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2、被加工工件的硬度在170-200HB之间Z宜。
3、刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4、被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5、钻孔前的中心钻应达到所需的位置精度。
6、切削液:根据加工对象选择不同的切削液,冷却应充分。
7、在加工时出现有异常情况应立即停止,查清原因后方可加工。