
加油站双层复合管道和焊接管件在焊接前的准备工作非常重要。用不起毛的布或纸巾清除掉灰尘和表面污物,再将管道焊接区域的表面氧化层除去,该工序非常重要,应采用金刚砂布大米熔化部位。
不要用砂纸代替砂布,焊接管件从包装袋取出时应保持清洁,且不能接触其他物质和磨损,根不能接触硅树脂。人皮肤上的油脂或其他油类物。用布蘸纯酒精将准备好的管道焊接部位、焊接管件的腔体擦拭干净。
详询致电:周总 24小时热线电话:15515332944 18037353532
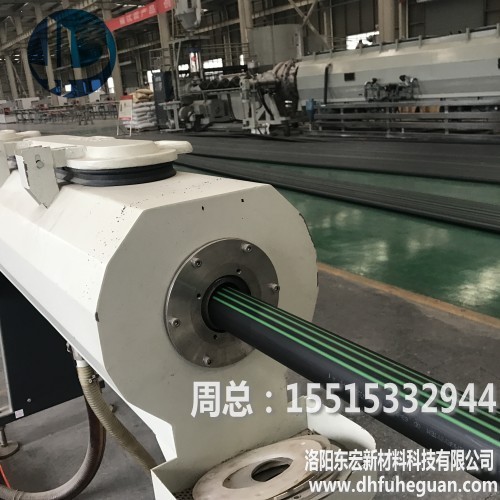
加油站双层复合管的焊接方式:
加油站复合输油管道系统中的聚乙烯管道和焊接管件是通过电容焊的方式连接的。因为这种方法受气候影响较小。这种方法适用于加油站现场安装。尽管如此,焊接过程中应保持焊接buweo干燥、清洁。焊接时,环境温度应在-15℃和+45℃之间。温度更低时只能在气温稳定,且增加保护措施的条件下进行。电容焊的原理是加热焊接管件内表面下的电阻丝到一定温度(大约200℃),熔化管件内侧和管道外侧的PE(聚乙烯)材料由于聚乙烯传热慢,只有电阻丝附近的材料被熔化。在温度和压力作用下,熔化区域内的聚乙烯膨胀,而周围的低温聚乙烯材料阻止熔化区域继续扩大,这样,管道就均匀而又结实的焊接在一起了。使用焊机时,所需的功率,热量和焊接时间会被自动的计算出来,不能采用其他的焊接机。


加油站双层复合管与转换接头的焊接:
为了保证加油站双层复合管道系统内管和外管焊接合格,确保内管正确插入焊接管件至关重要。因此,为了使焊接过程简便易行并保证焊接质量,应按以下要求进行。安装双层管道系统时,总是从操作井内或固定端开始。
与转换接头连接的内管和外管应该是彼此相对固定的。在切割管道外管,安装操作井入口密封见件以后,用金刚砂布打磨内管和外管焊接部位外表面(该区域必须全部打磨),打磨长度如下所示:
打磨长度:
φ125/110mm 外管60mm 内管70mm
φ75/63mm 外管30mm 内管40mm
用干净布清洁焊接接头内表面和打磨过的区域。焊接完成后,检查焊接机是否显示焊接正确。对焊接接头进行标记表明已完成焊接和检查。注意在焊接过程中不要对焊接管件和管道施加外力。完成焊接2小时后焊接部位达到Z大强度。在整个系统安装完成后,测试焊接接头。在高温环境下,为保证焊接质量与焊接正确,拆除管道固定设备前的等待时间需要延长。


洛阳东宏新材料科技有限公司
联系人:周总
电话:155-1533-2944 180-3735-3532 0379-61129620
公司网址:http://www.dhfuheguan.com/
真诚的期待您的来电与合作!











