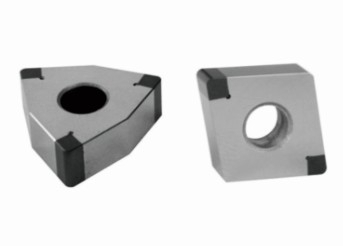
高锰钢对辊辊皮车削加工用cbn刀片的牌号——BN-S20
一, 高锰钢对辊辊皮车削刀具的合理切削参数
高锰钢对辊辊皮的加工性能很差,,为了维持一定的刀具耐用度,切削速度应低些。采用硬合金刀具时, Vc=20~40 m/min,其中,较低的速度用于粗车,较高的速度用于半精车和精车。采用陶瓷刀具时,可以选用较高的切削速度,一般Vc=50~80 m/min(如用Si3N4陶瓷刀具,Vc≤60 m/min)。
高锰钢对辊辊皮在加工过程中,切削层及表层下一定深度范围内会产生严重的硬化现象。为了使刀尖避开毛坯表层和前一次走刀造成的硬化层,应选择较大的切削深度和进给量。一般粗车时αp =3~6 mm,f=0.3~0.8 mm/r;大件粗车时可取αp =6~10 mm;半精车时αp =1~3 mm;f=0.2~0.4 mm/r;精车时口。≤1 mm;f≤0.2mm/r。
二, 立方氮化硼刀具车削加工高锰钢对对辊辊皮的参数及刀具牌号选用
1,粗加工用立方氮化硼整体聚晶刀片BN-S20,吃刀深ap=2-3.5mm(根据实际加工余量,BN-S20牌号刀具Z大吃刀深度可以超过10mm);走刀量Fr=0.25-0.8mm/r;线速度v=85m/min 。刀具耐用度:3小时/刃口!刀片能旋8次-12次使用,一个刀片可用三个班。可见BN-S20牌号刀具使用成本与其他刀具牌号比较有很大的优势。
2,立方氮化硼刀具BN-S20牌号精加工高锰钢对辊辊皮时,吃刀深ap=0.5-1mm;走刀量Fr=0.15mm/r;线速度v=135m/min 。
从以上粗精加工高锰钢对辊辊皮的案例可以看出,BN-S20刀具牌号在大余量拉荒粗车时表现出很强的抗冲击韧性,可以大余量切削,遇到夹砂、冒口、表面不规整等铸造缺陷时,刀片不会崩刀;在半精车和精车时,由于BN-S20采用非金属粘合剂,导热性和硬度比普通CBN刀头更高,刀具的寿命更长。
另附公司牌号及使用范围
|
牌号
|
类别
|
应用范围
|
|
BN-K10
|
焊接式
|
适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。
|
|
BN-K20
|
适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。
|
|
|
BN-H10
|
适用于硬钢材料的连续精加工或轻微断续精加工,如“以车代磨”齿轮、轴承等。
|
|
|
BN-H20
|
适用于硬钢材料的中/强断续精加工和超高速精加工,如各种仿形轴件和高精密齿轮、轴承的车削和小型内孔的加工。
|
|
|
BN-K1
|
整体式
|
追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。
|
|
BN-S20
|
抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的加工。
|
|
|
BN-S30
|
追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工,
|
高锰钢对辊辊皮车削加工用cbn刀片的牌号——BN-S20