如何撑握不锈钢超薄板的激光焊接技巧?
拿316L不锈钢来为案例进行讲解,316L不锈钢有良好的力学性能、低廉的价格,常应用于医用材料、我们采有脉冲激光焊作为一种精密的连接方法,在医疗器械的制造中发挥着重要的作用。而奥氏体不锈钢热导率小、线胀系数大、焊接过程中由热收缩而引起的工件横向位移、边接时对接缝间隙过大或过小等原因,难以保证焊接质量,不锈钢薄板对接焊中Z易产生的缺陷是烧穿。而且激光焊时在焊缝起焊和收尾处易出现半椭圆形缺口等缺陷。我公司针对上述原因特对厚度0.1mm的316L不锈钢超薄板脉冲激光焊进行了试验:
1、焊接工艺特点:
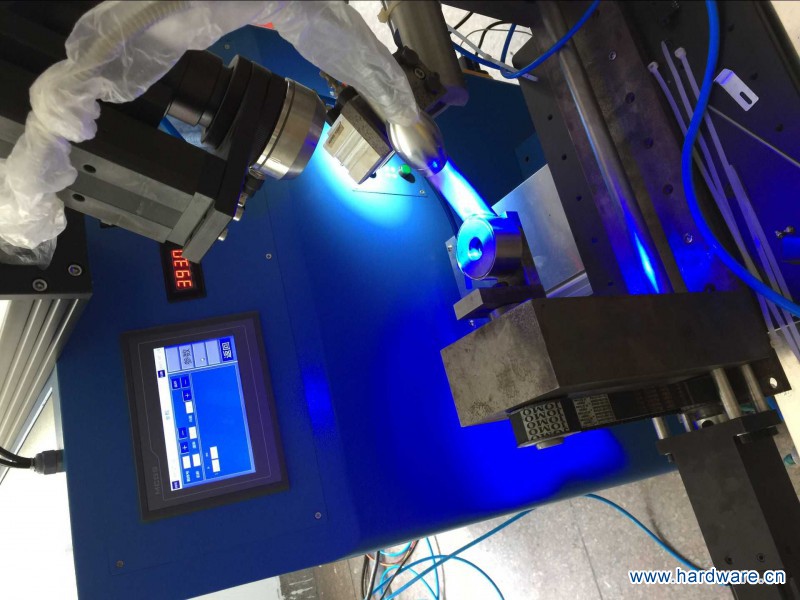
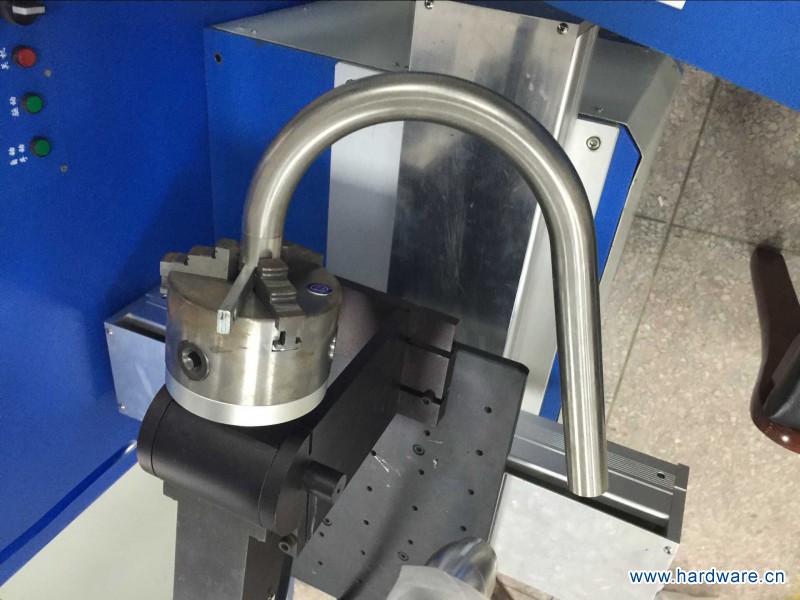
母材为厚度0.1mm的316不锈钢超薄板,采用平板对接焊接方式。焊机采用温州铭泰国产500W的焊接机。Z小电流100A,Z大频率为100Hz脉冲宽度0.1-12ms。试板大小22mm*10mm*0.1mm。对接接头用砂纸打磨光平,用丙酮清洗表面。通过改变工艺参数焊接试板表明,采用脉冲激光焊接时,在选 择工艺参数时应遵循“小电流、大脉宽、高频率的原则。因为小电流、大脉宽既可以防止因功率密度大造成的局部气化,又可以降低液态熔池的温度梯度,减小表面张力不良的影响,有利于焊缝形成的接头强度的提高。
激光焊接机性能特点
焊接质量好、尺寸精度高。
焊接生产效率高。
生产成本低。由于焊接机功率小,焊接时间短,故可节省电能。
与闪光对焊相比较,节省电能80%~90%左右。与电弧焊相比。加工成本可降低30%左右。
能焊接异种钢和异种金属。
容易实现机械化和自动化。
速度快,变形小,热影响区小,具有高和深宽比。
焊缝美观、平整、无气孔,焊后无需处理或需简单处理。
聚光点小,无污染,高精度定位。
可进行微小开型零件和精密焊接。
适用材料
适用于不锈钢、铝、铜、金、银、钛、等多种金属及合金,可实现异种材料间的焊接,如:低碳钢-钢,钛-金,铜-黄铜,铜-钛等。