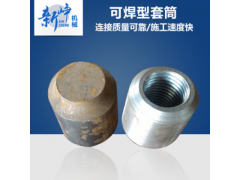



可焊接套筒尺寸与规格:
|
型号 |
内径mm |
外径mm |
长度mm |
单支只重量 |
|
12 |
12 |
21 |
20 |
0.034 |
|
14 |
14 |
24 |
22 |
0.05 |
|
16 |
16 |
27 |
26 |
0.07 |
|
18 |
16 |
31 |
28 |
0.102 |
|
20 |
20 |
33 |
32 |
0.15 |
|
22 |
22 |
39 |
34 |
0.2 |
|
25 |
25 |
44 |
38 |
0.29 |
|
28 |
28 |
49 |
43 |
0.4 |
|
32 |
32 |
54 |
46 |
0.52 |
|
36 |
36 |
59 |
56 |
0.72 |
|
40 |
40 |
64 |
62 |
0.93 |
|
50 |
50 |
78 |
73 |
1.67 |
焊接套筒检测;
(1)金属小锤敲打焊缝,检查是否有气孔或夹渣、裂缝、弧坑、
焊瘤等,发现有缺陷时应及时补焊;
(2)用卡尺测量焊缝高度是否符合要求,并且目测焊缝是否饱满,
不得缺肉,焊缝外形应均匀,焊缝应平滑过渡。
可焊接套筒连接流程:
1、去掉套在钢防丝头上的钢筋保护帽。
2、将合格的丝头拧入可焊型套筒内。
3、、用专用扳手将钢筋拧紧,拧紧力矩不应小于《钢筋剥肋滚压直螺纹连接技术规程》Q/FY16-2010的要求。
焊接工艺流程;
1、去掉可焊型套筒上的塑料保护盖,
2、将大倒角一端面对钢柱点焊,焊按时应对称焊接2点,并应保
证套简和钢柱之间的问隙约2mm(见图1);
沿着可焊型套简倒角进行施焊一周至规定焊缝要求:
施工人员焊接完成后应对焊缝逐个进行外观质量检查.