

硬质合金外圆滚压刀 销售热线:18961789709陈小姐


1、加工原理
滚压加工是轴类精加工的一种新工艺,以塑性变形原理为设计理论,工件表面通过合金滚轮滚压表层组织,使表层组织晶粒压近成纤维状,达到修正表面微观几何形状,从而降低表面粗糙度,改善了机械性能,相对也增强了抗疲劳和耐磨性。
2、特点
该工艺能代替磨削加工工艺,尤其在超长,超大直径的轴类及无法磨加工的轴类更为适用,能有较高的工艺性、经济性,一次加工后的粗糙度可达Ra0.4-0.2。
3、产品参数
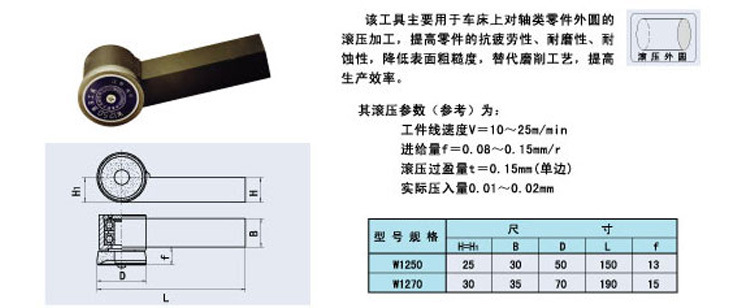
4、加工参数
A、V=10~25M/min S=0.08~0.15mm/r
B、压入量:滚轮接触工件开始,横向给进0.5mm。
5、操作需知:
A、检查滚压工具滚轮转动均匀良好,表面清洁无油污。
B、工件应保持清洁,无油污,加工前温度不得超过50°C,表面无缩孔、波形、硬点等情况。原始粗糙度不低于Ra3.2,硬度均匀HB180-255。
C、为防止工件表层组织产生疲劳,重复滚压次数不宜超过三次。
D、滚轮安装中心度应和工件中心高一致,以滚轮15°面(宽度0.8mm光亮面)与工件平行为*佳切入角。







