华菱车削高硬度材料用cbn刀片牌号及应用范围
|
牌号 |
类别 |
应用范围 |
|
BN-K10 |
焊接式 |
适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。 |
|
BN-K20 |
适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。 |
|
|
BN-H10 |
适用于硬钢材料的连续精加工或轻微断续精加工,如“以车代磨”齿轮、轴承等。 |
|
|
BN-H20 |
适用于硬钢材料的中/强断续精加工和超高速精加工,如各种仿形轴件和高精密齿轮、轴承的车削和小型内孔的加工。 |
|
|
BN-K1 |
整体式 |
追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。 |
|
BN-S20 |
抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的加工。 |
|
|
BN-S30 |
追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工, |
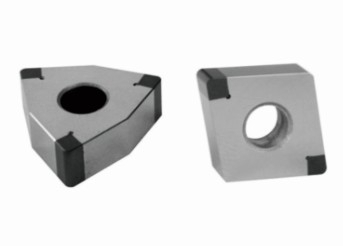
郑州华菱车削高硬度材料cbn刀具产品型号大全:
刀具型号(整体CBN刀片与配用刀杆)
车刀型号 配用刀片型号
CRGNR2020M0903-90度 RNMN090300
CRGNL2525M0903-90度 RNMN090300
CRGNR2525M0907-90度 RNMN090700
CRGNR3232P1204-90度 RNMN120400
CRGNL3232P1204-90度 RNMN120400
CRGNR3232P1507-90度 RNMN150700
CRGNL3232P1507-90度 RNMN150700
CRGNR3232P1608-90度 RNMN160800
CRGNL3232P1608-90度 RNMN160800
CRGNR3232P2008-90度 RNMN200800
CRGNL3232P2008-90度 RNMN200800
CSDNN2525M0904-45度 SNMN090404
CSDNN2020M0903-45度 SNMN090304
CRDNN2525M0903-45度 RNMN090700
CRDNN2525M0907-45度 RNMN090700
CSSNR3232P1204-45度 SNMN120412
CSSNL3232P1204-45度 SNMN120408
CSSNR3232P1207-45度 SNMN120712
CSSNL3232P1207-45度 SNMN120716
CSSNR3232P14T6-45度 SNMN14T612
CSSNL3232P14T6-45度 SNMN14T616
CSSNR3232P1507-45度 SNMN150716
CSSNL3232P1608-45度 SNMN150816
CSRNR3232P1207-75度 SNMN120712
CSRNL3232P1207-75度 SNMN120716
CSRNR3232P1608-75度 SNMN160816
CSRNL3232P1507-75度 SNMN150716
CCLNR3232P1204-95度 CNMN120408
CCLNL3232P1204-95度 CNMN120412
CCLNR3232P1207-95度 CNMN120712
CCLNL3232P1207-95度 CNMN120716
CSXNR4040S1507-83度 SNMN150716
CSXNL4040S1507-83度 SNMN150716
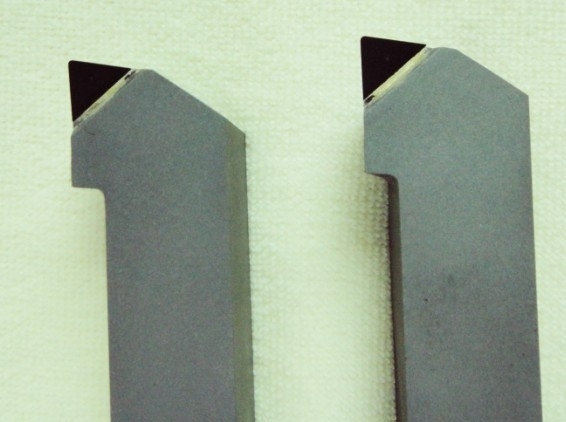
以上为整体CBN刀片与配套刀杆的推荐型号。
说明:刀杆是上压式机夹车刀,材质为42CrMo淬火后调制,硬度HRC40左右,具有很好的刚性和抗震性,刀垫材质为高钨含量硬质合金。刀片是华菱超硬采用独特的非金属结合剂材料,保证了抗冲击性能的同时,由于热导率更高,HLCBN刀具的寿命更长,刀片为可转位,多个刃口,且正反面均可用。