

精加工灰铁粗糙度Ra0.8-Ra1.6以内
来电咨询 徐建超 来电可为您打造Z优刀具方案
灰铸铁件上的硬质点、气孔、表皮激冷层、夹砂等确实给加工过程带来一些问题,加快了刀具的磨损或造成刀具破损,特别在流水线上大批量加工铸铁件时,刀具的破损或快速磨损会打乱流水线的工作节拍,降低生产效率;大型灰铸铁件表面精加工时,中途换刀会影响加工质量。由于灰铸铁件的使用量极大,加工成本的降低或效率的提高,均能带来相当可观的经济效益。因而好的刀具材料来车削铸铁件,以降低加工成本或提高加工效率。
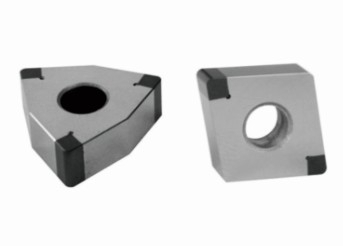
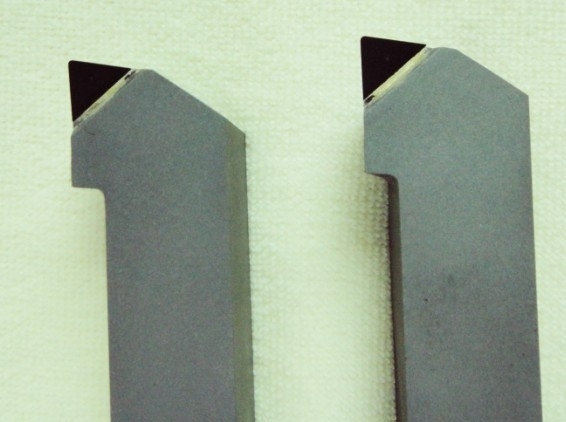
BN-S30牌号CBN数控刀片性能
采用非金属粘合剂高温高压烧结而成;其硬度HRC98;适合高速切削灰口铸铁,高强度球墨铸铁的粗加工,半精加工和精加工,常用于车加工HT250,HT200,HT300,合金铸铁材质刹车盘,制动鼓,变速箱壳体,发动机,缸套等。 QT500,QT600,QT700,QT800,QT900以及等温淬火球墨铸铁(ADI)的加工。通过采用锋刃处理能够获得更好的表面光洁度,而且解决了刀具切出时,加工工件边缘和止口部位和撕裂问题,在精车刹车盘制动面时,粗糙度右以达到Ra1.6。
BN-S30牌号CBN刀片与硬质合金数控刀片对比:
1,从加工效率来讲:相比涂层硬质合金刀片,BN-S30更能实现高速切削,其适合的线速度范围为:粗加工250—450m/min,精加工300—800m/min;而且适合加工中心中以1500m /线速度进行高速切削。所以,其加工效率是硬质合金数控刀片效率的2倍以上(硬质合金涂层数控刀片的精加工线速度上限为350m/min)。
2,从刀具耐用度来讲:BN-S30牌号CBN数控刀片的寿命是涂层硬质合金寿命的15倍左右。以日本三菱刀具加工铸铁工件常用数控刀片材质牌号UC5115涂层数控刀片来讲,粗车铸铁工件时,BN-S30寿命是UC5115的6倍以上,精车时寿命是UC5115的20倍左右。
3,铸铁件加工光洁度方面,BN-S30牌号CBN数控刀片能达到Ra1.6以内的粗糙度;明显优于硬质合金刀片。
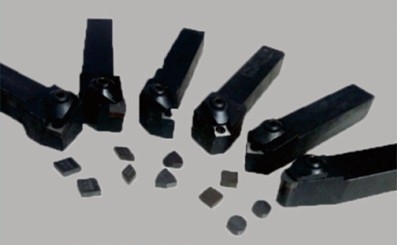
厂家直销 质量三包 包退包换 全程技术服务
精加工灰铁粗糙度Ra0.8-Ra1.6以内