

根据矫直辊轮的材质选择修复方案及后期车加工刀具牌号。
1,有的铸铁辊轮,修复的方法就是直接在旧辊轮车削改加工。铸造辊轮常用高铬合金材质辊轮,其内外硬度基本一致,一般在HRC45-50,淬火态铸造辊轮硬度HRC55-65,车加工修复时注意不要退火,用BN-S20牌号超硬刀具直接车削以确保辊轮原来的金相组织和硬度。
2,如果是热处理后的锻钢辊轮,如:GCr15、 9CrSi、 9Cr2Mo辊轮,Cr12MoV、3Cr2W8V,H13热轧用辊轮;需要重新堆焊辊轮工作面后再进行后期车加工修复,此时亦可选用BN-S20牌号超硬车刀加工。
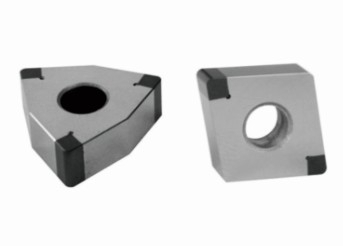
BN-S20是CBN刀片的一种牌号,不但具有超高硬度外,由于此牌号采用非金属粘合剂烧结而成,不同于普通CBN刀具和陶瓷刀片的脆性;它可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸铁/铸钢、淬硬钢、氮化钢、渗碳钢材料的加工。
合理选择刀具几何角度和切削用量
因为毛坯中有相当的Cr,Mo等元素,其塑性好,强度、硬度高,变形抗力大,切削力比普通钢材高2-3倍,切削热也随之增加,导热率低,散热困难,切削区温度极高,极易损坏刀具。加之毛坯是铸件,存在着诸如表面硬皮、气孔、砂眼、加工余量不均匀、材料硬度不均匀等缺陷,这样必然导致加工的不稳定性增大,刀具使用寿命降低,生产成本提高,生产效率降低。针对这些因素,我们通过合理选择切削参数来改善切削加工过程。
|
加工材质 |
推荐切削参数及高速切削用刀具牌号 |
|||
|
切削线速度 Vc(m/min) |
吃刀深度ap(mm) |
进给量 Fr(mm/r) |
刀具牌号 |
|
|
高硬度钢件 (硬度:≧45HRC) |
35-90(粗加工) |
1-10 |
0.15-0.7 |
BN-S20 |
|
60-120(精加工) |
≤1 |
0.05-0.35 |
BN-S20或 BN-H20 |
|
|
高温合金 (硬度≧35HRC) |
200-500(粗加工) |
1-10 |
0.2-1 |
BN-S20 |
|
500-1500(精加工) |
≤1 |
0.05-0.3 |
BN-S20或BN-H20 |
|
圆弧面加工 车削外圆、内孔及总长时,在普通车床上加工较经济实惠,但圆弧面在普通车床上加工尺寸就不易保证,所以辊轮的圆弧面由数控车床来完成。针对毛坯余量不均,材质硬,编程时通过增加走刀次数,设定低主轴转速、小进给量。针对砂眼、气孔易使刀头崩刃的情况,编程时每走一刀前设置程序起点,避免每次走刀崩刃后加工程序“从头开始”如此可节省大量时间,减少“无用功”来提高生产效率。
BN-S20牌号整体CBN刀片替代了原来常用的硬质合金焊接刀具,在如今轧机辊轮加工行业人工成本居高不下的情况下,提高了加工效率降低生产成本。