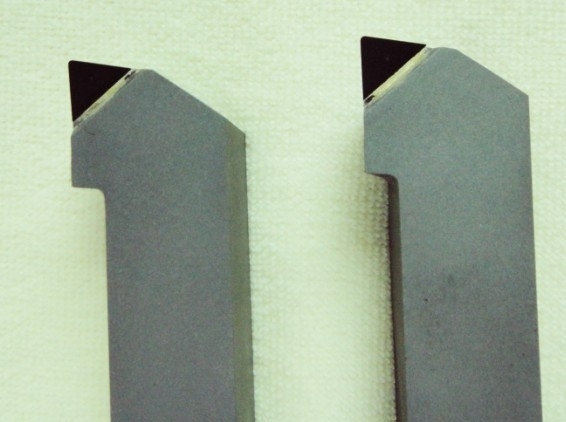


一, 车轧辊常用机夹车刀型号选择:
大型轧辊常采用重型轧辊车床加工,重型轧辊常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*25机夹刀柄和32*32机夹刀柄。机夹刀柄的主偏角根据轧辊“长径比”选择,细长轧辊常用90度或75度机夹车刀,“粗壮”轧辊常用45度或圆弧车刀加工。
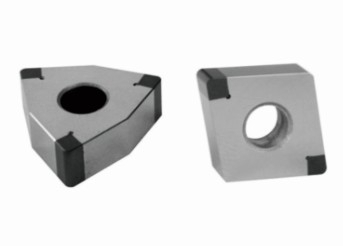
二, 车轧辊根据切削余量和加工状况选择CBN刀具尺寸型号:
选用BN-K1牌号立方氮化硼刀具加工铸铁轧辊时,一般使用RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716尺寸型号。
选择BN-S20牌号立方氮化硼刀具加工锻钢冷轧辊常用刀具型号为SNMN120712,SNMN120412,SNMN120408,RNMN120400。
三, 车轧辊刀具(刀头)选择及切削参数指导:
选择原则:1,轧辊材质,2,轧辊硬度,3,轧辊的切削余量及热处理方式。
根据车轧辊用的刀具牌号对应的轧辊材质,可分为三大类:
1,车硬度较低的轧辊:
如球墨铸铁轧辊,高合金铸铁轧辊,常用于热轧辊,支承辊,中间辊,其特点是相对工作辊来讲一般硬度较低,车这类轧辊,普通合金刀具即可加工,常用刀具牌号YG6或YG6X。
2,车高硬度铸铁轧辊:
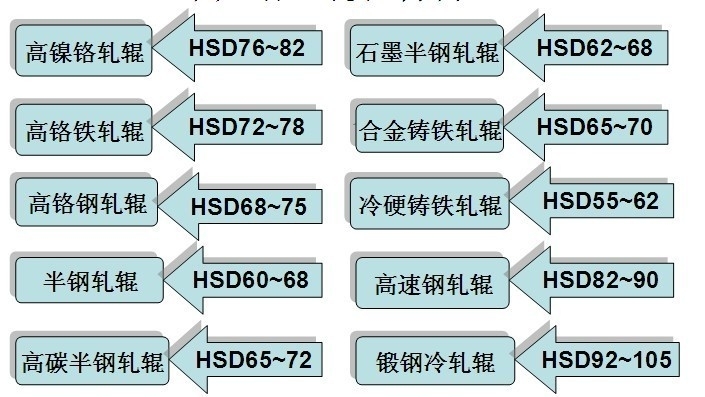
如车冷硬铸铁轧辊(含无限冷硬铸铁轧辊),车高镍铬轧辊,车高铬铁轧辊,车含硼高速钢轧辊,车半钢轧辊(含铸造半钢轧辊和高碳半钢轧辊);车镍铬钼离心复合轧辊。车此类轧辊时,因轧辊硬度较高,轧辊毛坯一般伴随着气孔,沙眼,包砂等铸造缺陷,对刀具的抗冲击性、耐高温、耐磨损性能要求很高。过去,此类轧辊常用陶瓷刀具加工,刀具容易崩损,目前,加工此类轧辊常用立方氮化硼刀具牌号为BN-K1牌号。此牌号保持了CBN刀具硬度及耐磨性能优异之外,抗冲击韧性较好,不宜崩损,可对轧辊拉荒粗车,是目前Z抗冲击的高硬度立方氮化硼刀具牌号。此牌号能承受较大的切削深度,金属切除率高。其常用切削参数如下:
以BN-K1牌号HLCBN加工HSD82硬度的高镍铬铸铁轧辊为例:单边切削深度可以达到12mm;走刀量1.5mm/r
3,车高硬度锻钢冷轧辊:
如车GCr15滚动轴承钢轧辊,Cr3,Cr5 Cr12轧辊;86CrMoV7,9Cr2Mo轧辊。此类轧辊毛坯为锻件,热处理后常用作冷轧工作辊,常用刀具牌号为BN-S20牌号立方氮化硼刀具。
BN-S20牌号立方氮化硼刀具,是国家重点产学研科技攻关项目成果,采用非金属粘合剂和CBN精粉制成,其沿袭BN-K1牌号刀具韧性的同时,特别针对长铁屑材料锻钢冷轧辊研制而成,在加工锻钢冷轧辊时,耐磨性能是普通立方氮化硼刀具寿命的3倍左右。
BN-S20牌号CBN刀具车锻钢冷轧工作辊的切削参数:
(1),以加工瑞典锻钢冷轧辊(硬度HRC67)为例:切削深度4-7mm,线速度90m/min;寿命是国外某品牌CBN刀具寿命的2.5倍。
(2),车削修复9Cr2Mo冷轧工作辊时,采用BN-S20牌号,同样可以取得很好的效果,刀具寿命是国内CBN刀具寿命的4倍以上,且在车削修复冷轧辊时,遇到皲裂部位不崩刀,保证了CBN刀具使用的安全性和经济性。