快递发货 方便快捷 质量三包
针对回转支承、风电转盘轴承硬车加工对立方氮化硼刀片的性能要求,华菱超硬研制出非金属粘合剂立方氮化硼刀片BN-S20牌号,作为国内唯一一家非金属基结合剂CBN刀具,BN-S20牌号保证了立方氮化硼刀具韧性的同时,避免了因加入金属结合剂而导致CBN刀具受热后金属结合剂过早软化造成的刀片寿命降低, BN-S20牌号适合对大型淬火后高硬度工件进行中高速粗精车,其硬度为HRC98.5;可加工热处理后硬度范围:HRC45--HRC79。适合长时间大余量硬态车削或以车代磨。
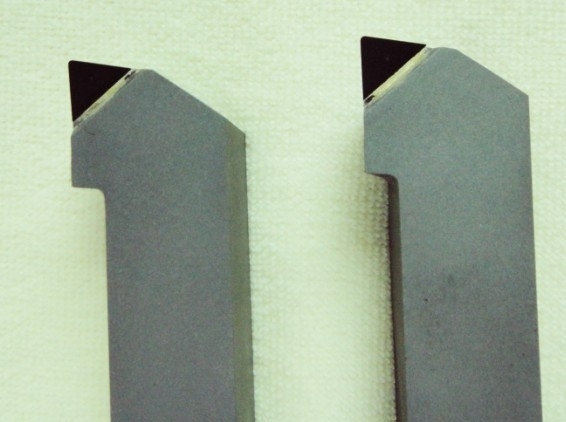
淬火后粗加工表面CSDNN中置尖刀;
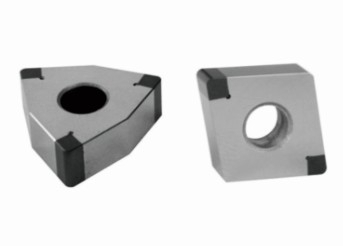
配用BN-S20材质方形刀片SNMN150716或SNGN120712
淬火后加工表面台肩等部位CCLNR/L的90度车刀;
配用BN-S20材质菱形刀片CNGN120412或CNGN120408
淬火后加工沟道部位:CRDNN的中置圆弧车刀;
配用BN-S20材质圆形刀片RNGN120400
或RNGN090300等
淬火后加工沟道部位:CRDCN的中置孔型圆弧车刀;
配用BN-S20材质带圆锥底的圆刀片RCGX120700
或RCGX090700等
?7?8回转支承、风电转盘轴承材质:常用50Mn或42CrMo,淬火后硬度(沟道部位HRC55-62)
?7?8硬车机床:立式数控车床
?7?8刀具牌号:BN-S20牌号
?7?8硬车加工参数:粗加工Vc=100-150m/min;吃刀量1-4mm;精车时Vc=140-180m/min,吃刀量ap=1mm;粗糙度可达Ra0.4。
质量三包 包退包换 快递发货 方便快捷 提供技术支持