粉末高温合金的切削性能
粉末高温合金具有组织均匀、晶粒细小、屈服强度高、抗疲惫性能好等优点,但是由于其中含有很多(如铬、钴、钼、铌、镍、铁、钽等)高熔点合金元素且g相含量高,使得粉末高温合金得到很大的强化效应,在一定的温度范围内,随温度升高,其硬度反而有所进步,由于其材料本身的化学成分及独特的多孔性结构,在较小的面积内其硬度值也有一定的波动。即使测得的宏观硬度为20~35 HRC,但组成零件的颗粒硬度会高达60HRC,这些硬颗粒会导致严重而急剧的刃口磨损,因此粉末冶金高温合金是典型的难加工材料。
BN-S20和BN-H30牌号CBN刀具切削试验
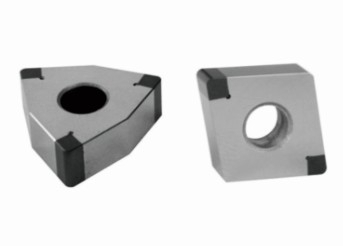
立方氮化硼(CBN)刀具材料是用六方氮化硼(白石墨)为原料,经高温高压烧结而成的无机超硬材料。制造方法为:可做成整体的圆柱形烧块,或在碳化钨硬质合金基体上烧结成0.5mm厚的复合刀片。立方氮化硼刀具可用金刚石磨轮磨出新的几何角度。由于立方氮化硼有很高的硬度和耐磨性、很高的热稳定性、优良的化学稳定性,适合于难加工材料的切削加工,尤其是粉末高温合金, , 的高速切削加工。
切削用量:v=90~110m/min,ap=0.5mm,f=0.1mm/r。在切削用量为v=105m/min、ap=0.5mm、f=0.1mm/r时,由于材料中有硬质点的存在,受到冲击力,产生了稍微崩刃的现象。切屑长而薄,自动断屑状态不好,属于自卷曲断屑,刀具尖端红热,表面氧化发黑。
而采用切削参数为v=90m/min、ap=0.5mm、f=0.1mm/r,并使用切削液时,切屑呈暗红色的“半熔态”,沿副刀刃方向流出,切削温度很高。在高温高压作用下造成粘结磨损;零件表面端跳动值在0.02mm左右。与硬质合金相比,CBN刀片车削粉末高温合金的刀具的后刀面磨损量VB要小得多,而且CBN刀片的加工精度可以得到保证。在质量相差不大的情况下,CBN的刀具寿命明显要高于涂层硬质合金。
但是在高温高压下粉末高温合金与CBN 刀片表面会发生亲合作用,因而发生较明显的粘结,造成粘结磨损,因此要通过使用高压切削液和减少切削抗力的办法减少磨损。因此加冷却液是进步CBN刀具寿命的措施之一。
结语:用BN-S20和BN-H30牌号CBN刀具加工粉末高温合金,效率高于硬质合金刀具,刀具寿命高于陶瓷刀具。